射出成形の用途
射出成形の用途ですが、主にプラスチック製品を成形するのに使われます。例えば、以下のようなものを成形することが多いです。
- スマートフォンやプラモデルなどの小さなパーツ
- ペットボトル
- キッチン雑貨
- 電化製品のパーツ
- 車のパーツ
射出成形の3つのメリット
射出成形のメリットは、大きく以下の3つが挙げられます。それぞれについて解説します。
- 大量生産が可能になる
- さまざまな種類の樹脂材料に対応できる
- 製品の仕上がりが美しくなる
大量生産が可能になる
射出成形を活用することで、大量生産がしやすくなります。なぜなら一度金型を作ってしまえば、それを利用して同じ製品を簡単に作れるためです。そのため、同じ製品を必要な分だけ短時間で生成できますし、金型を長期間使い回す度に製品単価は下がっていきます。
さまざまな種類の樹脂材料に対応できる
射出成形では、加熱溶融した樹脂を細いノズルを通して金型へ流し込みます。そのため、ある程度溶解できる樹脂であれば、どのようなものでも成形品にできます。例えば、一般的な樹脂である「PP」から「超高性能プラスチック」と呼ばれる「スーパーエンプラ」、「ガラス繊維」や「炭素繊維」を配合して強度を高めた樹脂など幅広く対応可能です。
製品の仕上がりが美しくなる
射出成形を行うことで、製品の仕上がりが美しくなります。なぜなら射出成形では、閉じられた金型の中に高圧力で溶けた樹脂を注入するため、樹脂の収縮率等を考慮する必要がありますが、金型の転写性が非常に高いので基本的に金型の形どおりに製品が出来上がるためです。複雑なデザインや細かい文字など、さまざまなものを再現できます。
射出成形の2つのデメリット
射出成形のデメリットとして以下の2つが挙げられます。それぞれについて解説します。
- 金型設計に高いコストがかかる
- 作れる製品に制約がある
金型設計に高いコストがかかる
金型は一度作成できれば長期間使いまわせますが、その代わり設計には大きな金銭的・時間的コストがかかります。なぜなら、金型構造や製品形状が複雑な為、完成までに多くの試作と修正を繰り返すためです。そのため、もし製品を少量だけ生産する場合は、射出成形の場合製品単価が高額になってしまいます。
作れる製品に制約がある
射出成形は、先述のとおり多くの種類の樹脂を原料として製品を作れますが、どのような形状の製品でも作れるわけではありません。例えば、大きさや厚さが一定以上を超えるものは、成形が難しいです。また、樹脂が硬化した後に型から抜き出せる形状の製品でないと作れません。
射出成形の種類
代表的な射出成形の種類として、以下が挙げられます。それぞれについて解説します。
- 低圧成形
- 射出圧縮成形
- ガスアシスト射出成形
- 二色成形
- インモールド成形
- 反応射出成形
- 金属射出成形
- インサート成形
- フィルムインサート、フィルムインモールド成形
- 異材成形
1.低圧成形
低圧成形とは、金型内の圧力を小さくして行う射出成形方法です。低圧成形のメリットは、バリやガス焼けなどの成形不良が起こりにくい点です。そのため、製品の修正の手間が省け、コスト削減につながる可能性があります。ただし、射出速度の調整の難しさや、金型構造の最適化条件の必要性がある点は要注意です。
2.射出圧縮成形
射出圧縮成形とは、射出成形に圧縮成形をかけ合わせた成形方法です。射出圧縮成形では、溶融樹脂を金型に注入してから型締めを行い、金型を完全に閉じます。射出圧縮成形は歪みが生じにくく、光学レンズや光ディスクなどの成形に向いています。
3.ガスアシスト射出成形
ガスアシスト射出成形とは、溶融樹脂を金型内部に射出し、加圧された「不活性ガス」をキャビティ内に注入する成形方法です。製品内部に中空部を形成できるため、成形品の軽量化が可能です。また、製品内部に中空部を形成することによって少量の材料で成形ができるため、コスト削減も期待できます。さらに、製品の肉厚が均等になり、かつヒケやソリなどの成形不良が起こりにくいというメリットもあります。
4.二色成形
二色成形とは、1つの金型の中に2組の射出ユニットを用いて、2種類の樹脂などを組み合わせて1つの製品を成形する方法です。二色成形のメリットは、2つの材料から1つの製品を作ることにより、工数や人件費を削減できる点です。二色成形は、医療機器や歯ブラシなどの製造に用いられます。
5.インモールド成形
インモールド成形とは、あらかじめデザインが印刷されたフィルムを金型に挟み込んで射出する成形方法です。インモールド成形のメリットは、金型内で成形と表面加飾ができることと、二次加工時の品質不具合による歩留まり低下などが発生しない点です。インモールド成形は、主に自動車の内装や外装、家電部品の意匠付けなどに用いられます。
6.反応射出成形
反応射出成形とは、複数の低分子・低濃度の混合組成物を調整し、金型内に射出する成形方法です。反応射出成形では樹脂製の金型を使用できるため、金型の作成コストが安価で済みます。また、混合組成物の調整により射出時間を調整できるため、製品の大量製造にも対応できます。主に、自動車のウレタン製バンパーの成形に用いられることが多いです。
7.金属射出成形
金属射出成形とは、金属粉末につなぎを加えて射出する成形方法です。金属射出成形のメリットは、精度・強度とも高い製品を量産できることです。金属射出成形は、主に精密機器や通信機器、医療機器などの成形に用いられます。
8.インサート
インサート成形とは、金型を締める前にインサート部品を装着し、インサート部品と樹脂を一体化させた製品を製造する成形方法です。インサート成形のメリットは、組立工数を減らせることと、製品の強度を高められることです。インサート成形は、主に自動車や精密機器の部品などの成形に用いられています。
9.フィルムインサート、フィルムインモールド成形
フィルムインサート、フィルムインモールド成形とは、フィルムと樹脂が一体化した製品を製造する方法です。仕組みとしては、デザインを印刷したフィルム(シート)を金型に挟み込み、樹脂と合わせて成形するようになっています。メリットは高度なデザインができることや、キズや汚れに強い製品を作れることです。主に家電や自動車、アミューズメント機器などの成形に用いられます。
10.異材成形
異材成形とは、異なる材料を組み合わせて1つの製品を成形する方法です。異材成形のメリットは、各材料の特徴を活かせることや、組立工数を省くことによって製造コストを抑えられることです。異材成形は、歯ブラシや文房具、容器などの成形に用いられます。
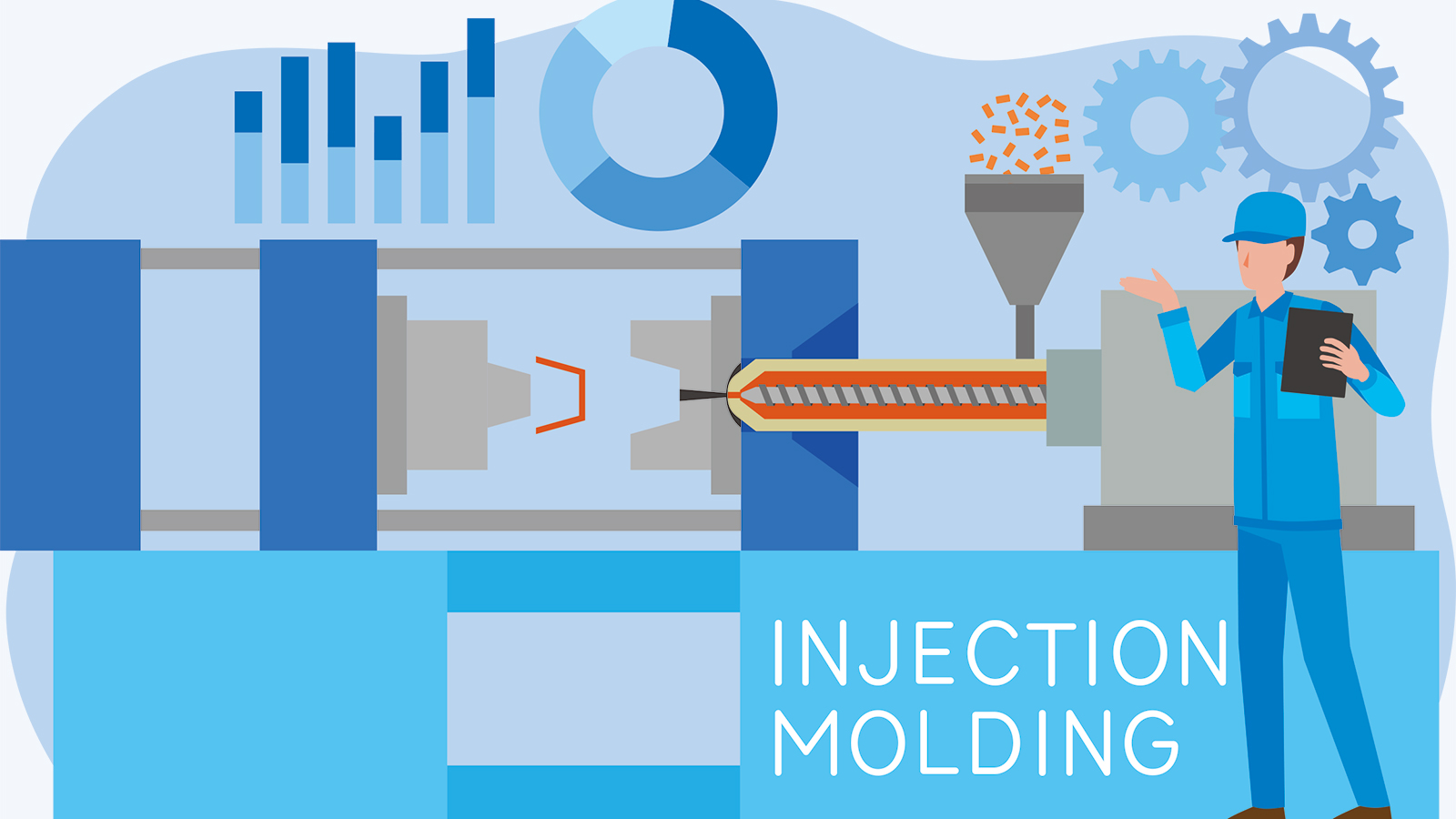
射出成形の手順
基本的な射出成形の手順は、以下のとおりです。それぞれについて解説します。
- 型締め
- 可塑化
- ノズル接
- 射出・保圧
- 冷却
- 型開き
- 突き出し
1.型締め
型締めとは、金型の可動側が固定側に近づいて金型が閉まることです。型締めの際は、締め付け力が弱いと製品にバリが出てしまいます。そのため型締めの前に、加工物に耐える型締力があるか確認しなければなりません。
2.可塑化
射出成形における可塑化とは、シリンダー内で素材に熱を加えて溶かすことを指します。シリンダー内ではスクリューによって、可塑化した素材がかき混ぜられて温度が均一になったり、次に注入される素材の分量が調整されたりします。
3.ノズル接
ノズル接とは、金型に溶融樹脂を注入するために、シリンダーの先端にあるノズルを密着させた状態を指します。基本的には、このノズル接の状態で素材を連続加工します。
4.射出・保圧
射出とは、溶融樹脂を型内に注入することで、保圧とは溶融樹脂に一定の圧力を加えることです。
5.冷却
射出・保圧された溶解樹脂は、冷却装置(水管)を用いて冷却されます。最適な冷却時間は、溶融樹脂や製品の肉厚、キャビティ表面温度等によって異なります。
6.型開き
型開きとは、冷却されて固まった成形品を取り出すために金型を開くことです。
7.突き出し
突き出しとは、開いた金型からエジェクターピンで成形品を押し出して取り出すことです。
まとめ
射出成形を用いることで、製品の大量製造やコスト削減、品質の向上といったメリットが期待できます。ここまでご覧いただいたことで、射出成型のテストが可能になるくらいのイメージを掴めたと思いますので、製品の成形方法の一つとしてぜひ検討してみましょう。